Слесарные работы, работа с металлом, навыки работы, чеканка, литье из чугуна
Заточка режущего инструмента. Пробы работ на камнях, притирах и стропах с па Пробы работ на камнях, притирах и стропах с пастами, порошками, суспензиями. Если не пробовать разное, то не понять, как что работает в той степени, в какой это нужно для свободного владения предметом и понимания вариативности, а также понимания, какие ошибки и нарушения технологии чем чреваты - где можно пренебречь какими-то моментами, а какие необходимо соблюдать строго.











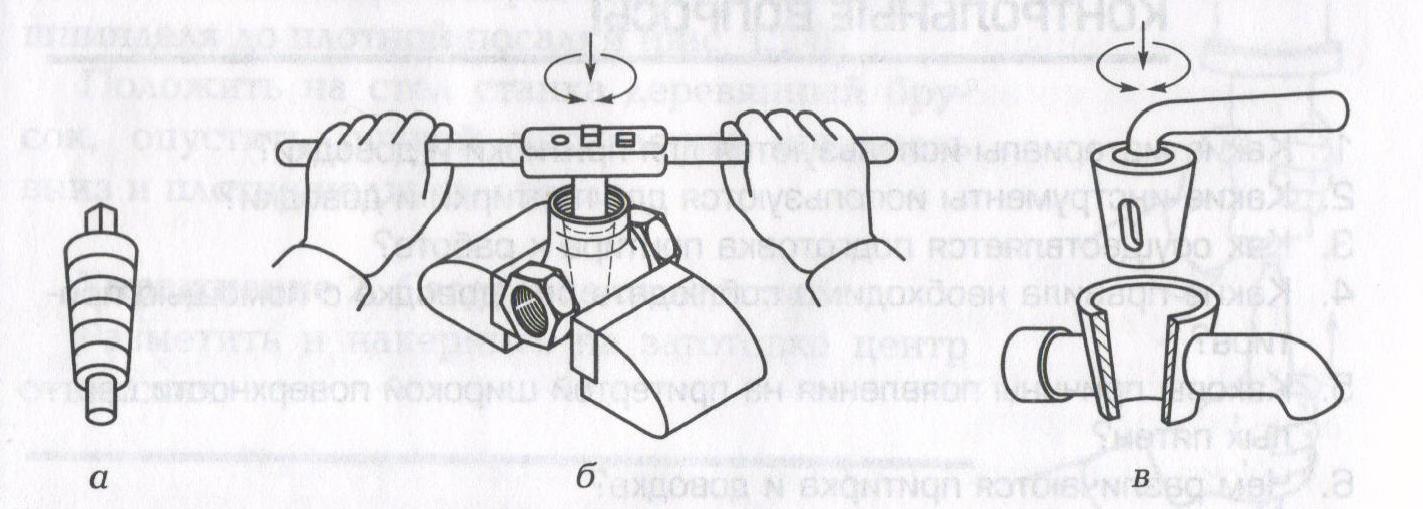
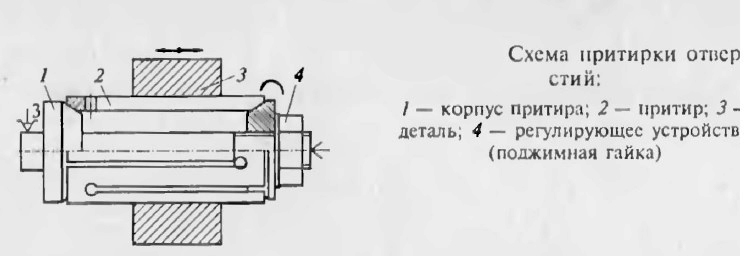
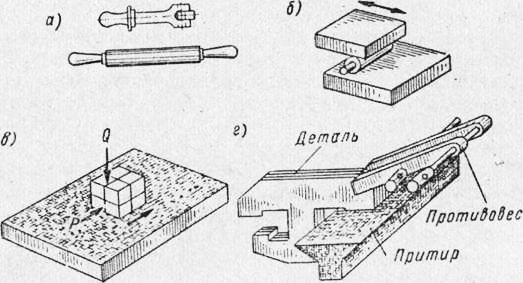
При притирке необходимо использовать всю поверхность притира во избежание неравномерности его износа и последующих дефектов при притирке плоских поверхностей. При доводке узких длинных более мм плоских поверхностей с применением притирочных кубиков призм нажатие пальцами на заготовку производить равномерно и одинаково по всей длине заготовки. Притирку продолжить более грубым абразивным порошком до получения матовой поверхности по всей площади заготовки, а затем окончательно притереть более тонким порошком.


Конструкция и работоспособность абразивного инструмента характеризуется материалом и размером режущего абразивного зерна, составом и количеством связки, структурой расположения абразивных зерен и пор в инструменте. Все эти параметры маркируются на каждом инструменте и составляют характеристику абразивного инструмента рис. КАЗ — завод-изготовитель; 14А — вид абразивного материала; 40 — номер зернистости; П — индекс зернистости; С2 — степень твердости; 6 — номер структуры; К5 — вид связки; А — класс инструмента; 2-й кл. Абразивные материалы табл. Режущая способность и износостойкость абразивного материала зависят от его твердости, нагревостойкости, хрупкости и дробимости зерна, а также степени химического взаимодействия с обрабатываемым металлом. Зернистость табл.